【摘 要】随着我国社会经济的发展,建筑工程已经成为我国国民经济增长的主要支柱之一,钢结构建筑由于具有性能稳定且施工快速的特点被广泛应用到我国建筑行业中,但是由于我国钢结构建筑起步比较晚,和欧美等发达国家相比还存在很多问题,由于是钢结构焊接过程的重点和难度钢结构建筑过程面临中的主要问题。随着科学技术的发展,超声波探伤技术被开发出来,实现建筑钢结构检测能准确找出问题。本文就超声波探伤在建筑钢结构检测中的应用进行深入的分析,希望对我国的钢结构建筑的发展有一定的帮助,缩短和欧美等国的差距。
【关键词】超声波探伤;建筑钢结构;焊缝检测;应用研究
引言:
钢结构由于具有自重轻、抗震性强、工业化程度高的特点,被广泛应用在工业厂房、体育馆建设等工业以及民用建筑中都使用钢结构材料,比如我2008年奥运会主要体育场鸟巢、水利方都采用钢结构构建而成。但是钢结构存在一定的弊端,尤其是对焊缝的检测一直是困扰我国钢结构建筑发展的主要问题。本文通过对超声波探伤在建筑钢结构检测中的应用分析,希望对我建筑港结构的检测有一定的帮助。
1 建筑钢结构焊缝类型及焊缝内部缺陷
1.1焊缝的类型和破口型式
在我国目前的建筑港结构主要分成两种类型,一种是门式钢架体系一种是网架空间结构体系。在建筑工程中,门式钢架体系应用的比较多。在门市钢架体系建筑中焊缝的类型主要有对接焊缝和T型焊缝。在焊接工艺上对接焊缝主要指的是把两母材放置在同一个水平面上,保证母材边缘对齐。然后沿着母材对接的边缘直线进行焊接。而T型焊缝是把两个母材排列成T字型进行焊接。在焊接过程中,要想保证焊接后的两个母材能进行完好的融合,在焊接前要对两母材的接口处开出适当的破口,在建筑钢结构中,焊缝常见的坡口型式主要有I型坡口、X型坡口、V型坡口、以及T型坡口
1.2常见的焊接缺陷
在焊接过程中,焊接的质量会受到很多条件的影响比如:焊接工艺、焊接环境、焊条质量等都会给钢结构的焊缝造成内部缺陷,常见的内部缺陷有气孔、夹渣、裂纹、为融合、为焊透等等。按照焊接缺陷性质的不同,出现气孔、点状夹渣属于一般的焊接缺陷,对焊缝整体的质量强度影响比较小。如果存在群状的气孔或者不规则的夹渣、未熔合、为焊透、裂纹等缺陷,就会对焊缝质量造成严重的影响,甚至会导致建筑承载力小,发生倒塌现象。
2 超声波探伤方法原理和分类
超声波探伤原来如图1所示:
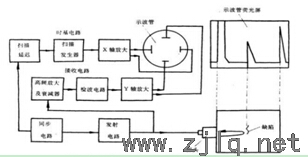
图1 超声波探伤原理
从图中可以清楚看到,超声波探伤的是通过超声波进过不同的工件产生的反射的特性来完成建筑钢结构中焊缝质量的检测。探头放到工件的表面,超声波通过构件检测表明的耦合剂进入需要检测的工件,并且在工件中传播,如果遇到有缺陷的焊缝就会发生反射重新回到探头中,然后通过反射波在超声波探伤仪屏幕中的位置和波幅就能确定缺陷的位置种类和大小。根据超声波反射波形的不同,超声波探伤仪可以分为A型、B型、C型。在建筑钢结构中使用最多的就是A型脉冲反射式探伤仪。
3 超声波探伤在建筑钢结构中应用
超声波探伤具有很高的准确性和灵敏性,而且操作比较简单,检测速度快,相比于x射线探伤更加适用与高空探伤。所以被广泛应用在建筑钢结构焊缝探伤检测过程中。本文通过笔者从事多年钢结构现场检测的工作经验,以及相关文献的查找,就超声波探伤在建筑钢结构检测中的应用进行如下分析:
3.1超声波探伤的主要要求
3.1.1超声波探伤是一项高科技技术,使用人员必须具有较高的素质才能才能完成,同时需要相关探伤人员具有相应的资格证书,探伤工作人员只能从事和自己资格证书相应的等级探伤检测,负责的技术不能超过证书评价等级。在我国目前的超声波探伤证书分为三个等级,3级,2级,1级,其中三级证书等级最好,以此例推【1】。
3.1.2探测面的选择,在超声波探伤过程中,要选择良好的探测面,根据工件的形状、焊接工艺很呢个产生的缺陷部位和延伸方向,来选择工件他说的探测面。
3.1.3选择真确的探头频率和角度,高频率的探头在探伤过程中衰减性比较大,导致超声波的穿透性比较差,所以不是很应用在厚板构件焊缝的检测。但是高频率的探头分辨率比较高,所以在工件厚度允许的情况下,选择高频率探头检测的缺陷比较清楚。在建筑钢构件的检测过程中一般选择的探头频率为2~5MHz。在实际探伤过程中要全面分析影响检测结果的各方面因素,然后选择合理的频率探头。
3.2超声波在焊缝内部缺陷检测中的应用
3.2.1对接焊缝的探伤方法
初探,把已经调好的DAC曲线探伤灵敏度提高。保证评定线在示波屏20%的高度以上,调整好补偿增益。在探伤过程中选择锯齿形的或者平行的扫查方法,探头快速扫查整条焊缝,这是要密切关注示波屏上反射回来的信息,如果发现有超过平顶线的波幅做好相应的标记。为下一步测量缺陷做准备。
为了检测出焊缝可能出现的横向或者斜横向的缺陷,在探头扫查过程中要采用斜平行扫查和平行扫查两种方式,斜平行扫查主要应用与带有余高的焊缝,而平行扫查则应用于余高被磨平的焊缝中。斜平行扫查的探头在焊缝余高的两侧进行扫查,在扫查中要控制高中心轴线。并将其控制在距离焊缝方向10°到15°的夹角。沿着焊缝边缘做斜平行扫查,具体的步骤如图2所示:
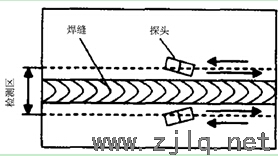
图2 斜平行扫查
斜平行扫查方法是超声波探伤过程中基础的扫查方法,在实际的检测过程中要结合多种扫查方式来完成探伤,但是在扫查过程中无论选择什么样的扫查方式,都要把扫查速度控制在150mm/s以内。重复扫查的探头需要有20%的重叠率。才能提高检测的准确性,避免发生遗漏【2】。
精探,第二次扫查方式称为精探,也就是扫查方式和初探一样,但是放慢了扫查的速度,在初探过程中做出标记的位置进行仔细扫查,找到出现缺陷的部位以便进行相关的处理。在精探过程中需要综合采用前后扫查、左右扫查、转角扫查、环绕扫查四种方式结合使用,才能保证检测结果的准确性。
复探,就对初探和精探的经过进行反复审查和验证,在扫查过程中和初探精探的扫查方式相同,但是要适当的提高扫查速度。
3.2.2T型焊缝的探伤方法
T型焊缝在焊接过程中选择的坡口形式主要是单边V型和K型坡口。如果选择埋弧焊进行焊接,工件的厚度在14mm以下,可以不用开坡口,但是需要留出一定的间隙,在焊接学中称这中情况为I型坡口。
T型焊缝是建筑钢结构中经常施工的一种焊接方式,具有很强的稳定型,但是给焊缝的探伤造成一定的难度。在T型焊缝探伤选择中要选择如图3所示的探测方式: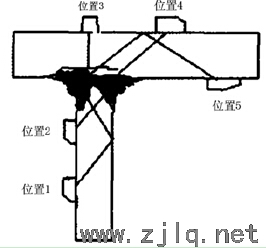
图3 T型焊缝探头、探测位置示意图
在T型焊缝探伤检测过程中需要应用多种探头方式才能完成,首先要采用斜探头,在位置1和位置2的腹板探测中需要通过斜探头的方式进行探伤;然后要采用直探头的方式在位置3也就是翼板外侧通过直探头额方式进行探伤;其次需要采用斜探头利用一次波在位置4翼板外侧进行探伤;最好采用KI斜探头的方式利用二次波对位置5翼板内侧进行探伤【3】。
4 结束语:
综上所述,本文对超声波探伤在建筑钢结构焊缝内部质量缺陷检测的技术条件、检验方法、缺陷识别评定等结合其制造工艺和容易产生的缺陷类型进行了论述和分析,对钢结构构件焊缝探伤实践做了系统地归纳和整理。
宁波市紫光建设工程检测有限公司 李杰
参考文献:
[1]卢琴玉. 超声波探伤在建筑钢结构检测中的应用[J]. 福建建材,2011,04:30-32.
[2]陈启喆. 超声波探伤在建筑钢结构检测中的应用[J]. 中华建设,2011,08:174-175.
[3]吴迎春. 超声波探伤在建筑钢结构检测中的应用[J]. 科技传播,2013,19:153+102.





