一、结构概况 1
二、编制说明与依据 1
三、各类钢材的制作检验、检测 3
3.1 一般检验与检测规定 3
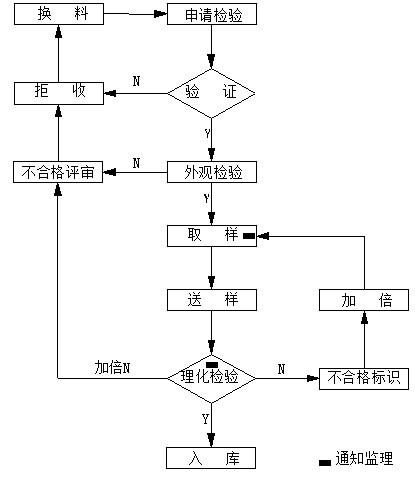
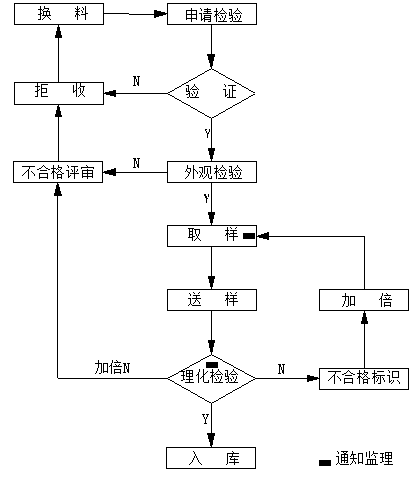
3.2 检验与检测流程 3
3.3 钢材检验与检测方法 3
3.4 检验与检测机构和检测内容 7
3.5 材料采购及检测计划 7
四、焊材复试方法及计划与安排 8
4.1 一般检验与检测规定 8
4.2 焊接材料检测方法 9
4.3 检验与检测机构和检测内容 10
4.4 计划与安排 10
五、钢结构焊缝检测方法 10
5.1 设计对焊缝的要求 11
5.2 焊缝的质量要求 11
5.3 复测要求 13
5.4 计划与安排 13
六、安装现场的检测 13
6.1 钢构件的现场验收 13
6.2 现场安装允许偏差及检验方法 14
6.3 焊缝检测 15
6.4 高强度螺栓连接 19
6.5 压型金属板安装 22
6.6 栓钉焊接工程 24
6.7 防火涂料涂装 24
6.8 预留孔 25
七、竣工验收 26
7.1 分阶段验收 26
7.2 整体验收 26
太古汇项目由一座酒店、两座塔楼、、一个文化中心和一个商场等工程组成。其中酒店A为地下四层,地上28层,建筑高度128m;塔楼一为地下四层,地上40层,建筑高度为211.95m;塔楼二为地下四层,地上28层,建筑高度167.75m;文化中心为地下四层,地上8层的钢框架结构,建筑高度为58.7m。
钢结构分布范围:文化中心14轴以西,基础底板及以上;商场、裙楼14轴以东,基础底板至地下三层、首层及以上;塔楼一型钢骨柱。钢结构主要由钢骨柱、型钢梁和钢支撑组成,钢骨柱截面有H型截面和箱型截面,地下室型钢梁截面类型主要是H型截面。Q235B钢材约2000吨,Q345B钢材约4000吨,Q345GJC-Z15钢材约7000吨。
本工程钢结构制作单位为浙江精工钢结构有限公司,钢结构安装单位为中建三局股份钢结构公司。
本专项方案适用于广州太古汇钢结构工程各类钢材的进场检测和试验。本方案与《建筑工程施工质量统一验收标准》(GB50300-2001),《钢结构工程施工质量验收规范》(GB50205-2001)等配套使用。
本专项方案主要依据以下有关规范、规程及规定:
《建筑工程施工质量统一验收标准》 GB50300-2001
《钢结构工程施工质量验收规范》 GB50205-2001
《厚度方向性能钢板》 GB5313-85
《低合金高强度结构钢》 GB/T1591-94
《建筑结构用钢板》 GB/T19879-2005
《高强度结构钢热处理和控轧钢板、钢带》 GB/T 16270-1996
《热轧钢板和钢带的尺寸、外形、重量及允许偏差》 GB709 -1988
《热轧钢板表面质量的一般要求》 GB/T14977-1994
《钢及钢产品交货一般技术要求》 GB/T17505-1998
《建筑钢结构焊接技术规程》 JGJ81-2002
《中厚板超声波检测方法》 GB/T2970-1991
《钢的化学分析用试样、取样及成品化学成分允许偏差》GB222
《钢及钢产品力学性能试验取样位置及试样制备》 GB2975-1998
《低合金钢焊条》 GB/T5118-1995
《气体保护电弧焊用碳钢、低合金钢焊丝》 GB/T8110-1995
《气体保护焊用钢丝》 GB/T14598-1994
《埋弧焊用低合金钢焊丝和焊剂》 GB12470-2003
《建筑钢结构焊接技术规程》 JGJ81-2002
《中厚板超声波检测方法》 GB/T2970-1991
《钢焊缝手工超声波探伤方法和探伤结果分析》 GB/T11345-1989
广东省其它相关地方标准
其他工程施工质量验收标准及检测方案:国家体育场,中央电视台新台址,广州新电视塔等。
凡进场的原材料及成品,应按本标准规定进行复验,并应经监理工程师见证取样、送样;验收和复验合格的原材料及成品,方可在本工程中应用。
进场验收的检验批原则上应与各分项工程检验批一致,也可以根据工程规模及进料实际情况划分检验批。
Ⅰ 主控项目的检验与检测
应符合现行国家产品标准和设计要求。本工程钢柱及钢梁等,主要采用Q235B、Q345B、Q345GJC钢材,其质量标准应符合现行国家标准《低合金高强度结构钢》(GB/T1591-94)、《高层建筑结构用钢板》(YB4104)的要求, 应保证材料的抗拉强度、伸长率、屈服点、冷弯试验、冲击韧性合格。当有厚度方向性能要求时,尚应符合《厚度方向性能钢板》(GB/T5313-85)的要求。
钢材应满足《建筑抗震设计规范》(GB50011)的要求,钢材的抗拉强度与屈服强度的比值不应小于1.2;钢材应具有明显的屈服台阶,且伸长率 应大于20%;钢材应具有良好的焊接性和合格的冲击韧性;同时应具有冷弯试验的合格保证。
应大于20%;钢材应具有良好的焊接性和合格的冲击韧性;同时应具有冷弯试验的合格保证。
化学成分要求应符合下表的要求。
钢板化学成分
|
牌号及质量等级 |
化学成份 | ||||||||
|
C≤ |
Mn≤ |
Si≤ |
P≤ |
S≤ |
V |
Nb |
Ti |
Al≥ | |
|
Q235B |
0.12~0.20 |
0.30~0.7 |
0.30 |
0.045 |
0.045 |
— |
— |
— |
— |
|
Q345B |
0.20 |
1.0~1.6 |
0.55 |
0.040 |
0.040 |
0.02~0.15 |
0.015~0.06 |
0.02~0.20 |
— |
|
Q345GJC |
0.20 |
1.60 |
0.55 |
0.025 |
0.015 |
0.02~0.15 |
0.015~0.06 |
0.01~0.03 |
0.015 |
试验方法
按国家标准《钢的化学分析用试样取样法及成品化学成分允许偏差》(GB222)规定进行复验取样。
按国家标准《钢铁及合金化学分析方法》(GB223)和《碳素钢和中低合金钢的光电发射光谱分析方法》(GB4336)的规定进行试验。
钢材力学性能指标符合下表的要求。
钢板机械性能
|
钢板厚度(mm) |
牌号及质量等级 |
屈服点 (MPa) |
抗拉强度 (MPa) |
伸长率(%) ≥ |
冲击功纵向 |
180°冷弯曲试验 |
强屈比 | ||
|
温度℃ |
J ≥ |
钢板厚度 | |||||||
|
≤16 |
16~100 | ||||||||
|
6~16 |
Q235B |
235 |
375~460 |
23 |
20℃ |
27 |
2a |
3a |
≥1.20 |
|
16~40 |
225 | ||||||||
|
6~16 |
Q345B |
345 |
470~630 |
22 |
20℃ |
34 |
2a |
3a |
≥1.20 |
|
>16~35 |
325 |
0℃ | |||||||
|
>35~50 |
Q345GJC |
335~445 |
490~610 |
22 |
0℃ |
34 |
|
3a |
≥1.20 |
|
>50~100 |
325~435 | ||||||||
试验方法
每批钢材力学性能取样数量为
拉伸——1个;冲击——3个;弯曲——1个;厚度方向性能——3个;
厚度方向性能试验仅限于有Z25要求的钢板。
拉伸、冲击和弯曲按国家标准《钢材力学及工艺性能试验取样规定》(GB2975)规定进行取样,厚度方向性能按《厚度方向性能钢板》(GB5313)规定进行取样。
拉伸试验按国家标准《金属拉伸试验方式》(GB228)的规定进行试验;夏比冲击试验按国家标准《金属夏比缺口冲击试验方法》(GB229)的规定进行试验;弯曲试验按国家标准《金属弯曲试验方式》(GB232)的规定进行试验;
Ⅱ 一般项目的检验与检测
热轧钢板的尺寸、外形等允许偏差符合国家标准《热轧钢板和钢带的尺寸、外形、重量及允许偏差》(GB709-88)和《建筑结构用钢板》(GB/T19879-2005)的规定。
宽度允许偏差(GB709-88)
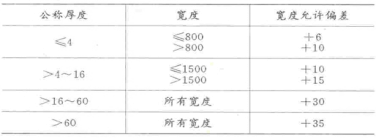
长度允许偏差(GB709-88)
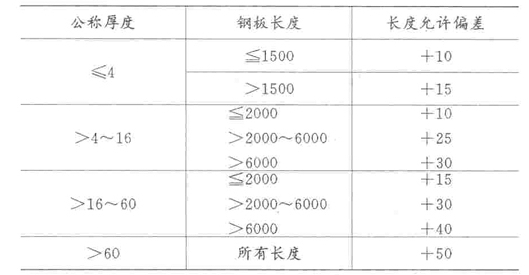
厚度允许偏差(GB709-88、GB/T19879-2005)
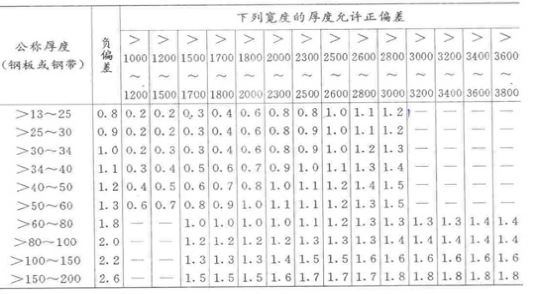
注:按GB/T19879-2005第5.1条厚度负偏差限定为-0.3mm。
钢板不平度(GB709-88)
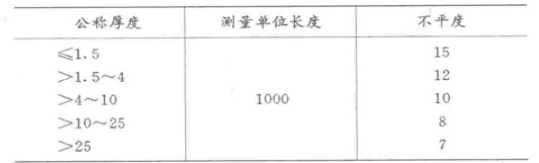
检验数量:每一品种、规格的钢板抽查5处。
检验方法:用游标卡尺、测厚仪测量和米尺等测量。
钢管的规格尺寸及允许偏差,应符合其相应标准的要求。
检查数量:每一品种、规格的型钢抽查5处。
检验方法:用钢尺和游标卡尺量测。
钢材的表面外观质量除应符合国家现行有关标准的规定外,尚应符合下列规定:
当钢材的表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于订货执行标准的规定;
钢材表面的锈蚀等级,应符合现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》GB8923 规定的B级及B级以上等级;
钢材端边或断口处不应有分层、夹渣等缺陷。
检查数量:全数检查。
检验方法:观察检查。
(1).检验与检测机构
检验与检测机构为广州穗监工程质量安全检测中心。
(2).检测内容
检测内容:本工程所有进场钢材、焊材、油漆及紧固件等原材料的理化检验等。
(1).材料采购计划
本工程根据情况,将分两个阶段进行采购:第一阶段时间从2008年1月份-2008年7月份采购地下室部分;第二阶段时间从2008年8月份-2009年5月份,采购地上部分。
(2).检测计划
钢材应成批验收。钢材试样(化学成分和力学性能)取样要求与数量见下表:
|
化学成分 |
拉伸试验 |
弯曲试验 |
常温冲击 |
低温冲击 |
时效冲击 |
表面 |
厚度方向性能 |
超声波探伤 | |
|
碳素结构钢GB/T700-1988 |
1/每炉罐号 |
1/批 |
1/批 |
3/批 |
3/批 |
|
|
|
|
|
优质碳素结构钢GB/T699-1999 |
1/每炉罐号 |
2/批 |
|
2/批 |
|
|
|
|
|
|
低合金高强度结构钢GB/T1591-1994 |
1/每炉罐号 |
1/批 |
1/批 |
3/批 |
3/批 |
|
|
|
|
|
焊接结构用耐候钢GB/T172 |
1/每炉罐号 |
1/批 |
1/批 |
3/批 |
|
|
|
|
|
|
高耐候结构钢GB/T4171 |
1/每炉罐号 |
1/批 |
1/批 |
3/批 |
|
|
|
|
|
|
桥梁用结构钢 |
1/每炉罐号 |
1/批 |
1/批 |
3/批 |
|
2/批 |
逐张 |
|
|
|
高层建筑用钢板 |
1/每炉罐号 |
1/批 |
1/批 |
3/批 |
|
|
|
3/批 |
|
广州太古汇钢结构工程采用的所有焊接材料应进行进场验收与检测。
凡进场的原材料及成品,应按本标准规定进行复验,并应经监理工程师见证取样、送样;验收和复验合格的焊接材料,方可在本工程中应用。
进场验收的检验批原则上应与各分项工程检验批一致,也可以根据工程规模及进料实际情况划分检验批。
本标段主要钢材为Q235B、Q345B、Q345GJC,焊接材料的匹配宜符合下表要求,但应根据焊接工艺评定结果最后确定。不同牌号钢材的焊接,应按强度等级低的钢材选用焊接材料。
焊接材料的匹配表(推荐)
|
钢材牌号 |
手工焊条 |
CO2保护焊实芯焊丝 |
埋弧焊 |
|
Q235B |
E4315 |
ER50-6 |
F4A0-H08A |
|
Q345B |
E5015 |
ER50-2 |
F5014-H08MnA |
|
Q345GJC |
E5015 |
ER50-2 |
F5021-H10Mn2 |
本工程采用的焊接材料,按生产批号进行抽样复验。复验的试样焊接过程和试样取样送检过程应通知监理工程师见证,由国家质量监督部门认可的检测单位进行,复验结果应符合现行国家产品标准和设计要求。
手工焊用焊条
焊条外观不应有药皮脱落、焊芯生锈等缺陷;焊剂不应受潮结块。
检查数量:按量抽查1%,且不应少于10包。
检验方法:观察检查。
手工焊接用的焊条,其熔敷金属化学成分和力学性能应符合现行国家规范《低合金钢焊条》(GB/T5118)的规定。
检查数量:每批取一组试样。
气体保护焊实芯焊丝外观尺寸、化学成分应符合《气体保护焊用钢丝》(GB/T14958)和《气体保护电弧焊用碳钢、低合金钢焊丝》(GB/T8110)的规定。
检查数量:外观检查逐盘检查;松弛直径、翘起距检查每批3%,不少于2轴;化学成分检查每批3%,不少于2捆(盘、轴)。
CO2气体质量应符合国家现行标准《焊接用CO2》(HG/T2537)中优等品的要求,CO2含量不应低于99.9%,水蒸汽与乙醇总含量不应大于0.005%,并不得检出液态水。
焊丝应符合现行标准《熔化焊用钢丝》(GB/T14957)和《埋弧焊用低合金钢焊丝和焊剂》(GB12470)的规定。
检查数量:化学成分每批焊丝中抽取3%,但不少于2盘。外观复验及尺寸复验应逐捆(包)进行。
焊剂应符合《埋弧焊用低合金钢焊丝和焊剂》(GB12470)的规定。
检查数量:焊剂散放时,每批焊剂抽样不少于6处。若从包装的焊剂中取样,每批焊剂至少抽取6袋,每袋中抽取一定量的焊剂,总量不少于10kg。
(1).检验与检测机构
检验与检测机构为广州穗监工程质量安全检测中心
(2).检测内容:本工程所有进场焊材的理化检验。
考虑本工程需用到的焊材均为公司常用焊材,因此不进行专项采购,而是根据公司的库存情况进行统一采购,焊材的复试在焊材进厂后,按批号情况由检测机构(广州穗监工程质量安全检测中心)按标准要求进行抽样复试。
在“钢结构设计总说明”中对本工程的焊缝质量要求如下:
按照GB50205-2001的要求,对工厂及现场焊缝进行内部缺陷超声波探伤和外观缺陷检查。
焊缝质量等级为一级时,超声波探伤比例为100%,评定等级Ⅱ;二级时为20%,评定等级Ⅲ。
部分熔透焊缝根部3mm范围内容许存在缺陷,不作为探伤范围。
当超声波探伤不能对缺陷作出判断时,应采用射线探伤。
焊缝外观检查:未焊满、根部收缩、咬边、裂纹、电弧檫伤、飞溅、接头不良、焊缩、表面夹渣、表面气孔、角焊缝厚度不足等缺陷。
设计要求全焊透的一、 二级焊缝应采用超声波探伤进行内部缺陷的检验,超声波探伤不能对缺陷作出判断时,应采用射线探伤,其内部缺陷分级及探伤方法应符合现行国家标准《钢焊缝手工超声波探伤方法和探伤结果分级法》GB11345或《钢熔化焊对接接头射线照相和质量分级》GB3323的规定。
一级、二级焊缝的质量等级及缺陷分级,应符合下表的规定。
检查数量:全数检查。
检验方法:检查超声波探伤记录。
一、二级焊缝质量等级及缺陷分级
|
焊缝质量等级 |
一级 |
二级 | |
|
内部缺陷 超声波探伤 |
评定等级 |
Ⅱ |
Ⅲ |
|
检验等级 |
B级 |
B级 | |
|
探伤比例 |
100% |
20% | |
|
内部缺陷 |
评定等级 |
Ⅱ |
Ⅲ |
|
注: 探伤比例的计数方法应按以下原则确定:(1)对工厂制作焊缝,应按每条焊缝计算百分比,且探伤长度应不小于200mm,当焊缝长度不足200mm时,应对整条焊缝进行探伤;(2)对现场安装焊缝,应按同一类型、同一施焊条件的焊缝条数计算百分比,探伤长度应不小于200mm,并应不少于1条焊缝。 | |||
T形接头、十字接头、角接接头等要求熔透的对接和角对接组合焊缝,其焊脚尺寸不应小于t/4;设计有疲劳验算要求的吊车梁或类似构件的腹板与上翼缘连接焊缝的焊脚尺寸为t/2,且不应大于10mm。焊脚尺寸的允许偏差为0~4 mm。
检查数量:资料全数检查;同类焊缝抽查10%,并不应少于3条。
检验方法:观察检查,用焊缝量规抽查测量。

焊脚尺寸
焊缝表面不得有裂纹、焊瘤等缺陷。一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷,且一级焊缝不得有咬边、未焊满、根部收缩等缺陷。
检查数量:每批同类构件抽查10%,但不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%,但不应少于1条;每条检查1处,总抽查数不应少于10处。
检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查。
II 一般项目
对于需要进行焊前预热或焊后热处理的焊缝,其预热温度或后热温度应符合国家现行有关标准的规定或通过工艺试验确定。预热区在焊道两侧每侧宽度均应大于焊件厚度的1.5倍以上,且不应小于100mm;后热处理应在焊后立即进行,保温时间应根据板厚按每25 mm板厚1小时确定。
检查数量:全数检查。
检验方法:检查预、后热施工记录和工艺试验报告。
二级、三级焊缝外观质量标准应符合本标准附录A中表A.0.1的规定。三级对接焊缝应按二级焊缝标准进行外观质量检验。
检查数量:每批同类构件抽查10%,但不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%,但不应少于1条;每条检查1处,总抽查数不应少于10处。
检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查。
焊缝尺寸允许偏差,应符合本标准附录A中表A.0.2的规定。
检查数量:每批同类构件抽查10%,但不应少于3件;被抽查构件中,每种焊缝按条数各抽查5%,但不应少于1条;每条检查1处,总抽查数不应少于10处。
检验方法:用焊缝量规检查。
焊成凹形的角焊缝,焊缝金属与母材间应平缓过渡;加工成凹形的角焊缝,不得在其表面留下切痕。
检查数量:每批同类构件抽查10%,但不应少于3件。
检验方法:观察检查。
焊缝感观应达到:外形均匀、成型较好,焊道与焊道、焊道与基本金属间过渡较平滑,焊渣和飞溅物基本清除干净;对焊缝磨平或磨光的具体要求由业主单位、设计单位、总包单位、监理单位和加工单位根据首批构件加工效果共同确认。打磨后的焊缝余高的允许偏差,应符合国家标准的规定。
检查数量:每批同类构件抽查10%,但不应少于3件;被抽查构件中,每种焊缝按数量各抽查5%,总抽查处不应少于5处。
检验方法:观察检查和焊缝量规检查。
工厂制作焊缝按一、二级焊缝应按本标准的要求进行超声波探伤检验,由制作单位委托具有计量认证资格的一家检测单位(本工程委托广州市建筑材料工业研究所有限公司)对焊缝进行检查,同时委托另外一家检测单位(本工程拟委托广州穗监工程质量安全检测中心)进行10%的监督抽检。如业主认为有必要,业主可委托有相应资质的检测单位,对制作按适当比例进行复验性抽检。如地方主管部门另有规定,则应按地方主管部门的规定执行。
对于工厂焊缝的检测,在车间焊缝完成,打磨处理后,经24小时后,由公司的质检部分的探伤人员对焊缝按规范、标准要求进行自检,自检合格后报驻厂监理。如需进行第三方的抽检,则由第三方的检测人员进行第三方的复检。自检不合格的,重新进行返工,完成24小时后再进行自检。
为保证本钢结构工程安装的顺利进行,我项目在现场成立验收小组,专门负责构件的验收工作。同时,监理单位向制作厂派遣驻厂监理工程师,对原材料及成品等进行抽样复验,同时进行见证取样、送样。对构件制作过程进行质量记录和全过程的监督。厂里构件经质量部门自检合格后,须经监理工程师验证并签署意见后,方可出厂。验收方法及标准:
|
序号 |
类别 |
验收项目 |
验收工具、方法 |
允许偏差及处理办法 |
|
1 |
焊缝 |
构件表面外观 |
目测检查 |
焊接修补 |
|
2 |
焊缝漏焊 |
目测检查 |
补焊 | |
|
3 |
现场焊接剖口方向角度 |
量测 |
现场修正 | |
|
4 |
构件外 观及外 形尺寸 |
钢骨柱变截面尺寸 |
量测 |
2mm |
|
5 |
构件长度 |
量测 |
5mm | |
|
6 |
构件表面平直度 |
量测 |
2mm | |
|
7 |
加工面垂直度 |
量测 |
L/1500 | |
|
8 |
箱型、H型截面尺寸 |
量测 |
2mm | |
|
9 |
钢骨柱柱身扭转 |
量测 |
L/1000,《5 | |
|
10 |
H型钢腹板弯曲 |
量测 |
L/1000,《5 | |
|
11 |
H型钢翼缘变形 |
量测 |
L/1000,《5 | |
|
12 |
螺栓孔数量、间距 |
量测 |
1mm | |
|
13 |
连接摩擦面 |
目测检查 |
小型机械除锈 | |
|
14 |
表面防腐油漆 |
目测、测厚仪检查 |
补刷油漆 |
多层及高层钢结构中构件安装的允许偏差(mm)
|
项目 |
允许偏差 |
检验方法 |
|
上、下柱连接处的错位 |
3.0 |
用钢尺检查 |
|
同一层柱的各柱顶高度差 |
5.0 |
用水准仪、全站仪检查 |
|
钢柱的标高差 |
l/1000,且不应大于5.0 |
用水准仪、全站仪检查 |
|
钢梁表面的高差 |
±2.0 |
用水准仪、全站仪检查 |
|
钢柱垂直度 |
l/1000,且不应大于5.0 |
用水准仪、全站仪检查 |
|
直梯垂直度 |
l/250,且不应大于15.0 |
用吊线和全站仪检查 |
|
弯曲矢高 |
l/1500,且不应大于5.0 |
用拉线、吊线和钢尺检查 |
|
对口错边 |
t/10,且不应大于3.0 |
用拉线和钢尺检查 |
一般规定
根据设计要求,现场对接焊缝是钢结构施工中的重要部位。现场采用焊接连接的焊缝均为全熔透焊缝,焊缝质量等级为一级。焊接坡口均采用带衬板形式。焊缝施焊后应在工艺规定的焊缝及部位上打焊工钢印。在完成焊接24h以后,对焊缝进行探伤检验。
焊缝检验要求:
对所有的现场全熔透对接焊缝进行超声波探伤,检测率为100%,第三方抽检率为80%,政府监督抽检率为10%,钢结构根据需要结合实体检测10%。
对其它一般熔透焊缝进行超声波探伤,抽检率为每条焊缝20%,并且不少于200mm。
焊缝经检测不合格者可以返修,除Q235钢材外,其它钢材同一部位
返修次数不应超过2次。
Ⅰ 主控项目的检验与检测
设计要求全焊透的一级焊缝应采用超声波探伤进行内部缺陷的检验,超声波探伤不能对缺陷作出判断时,应采用射线探伤,其内部缺陷分级及探伤方法应符合现行国家标准《钢焊缝手工超声波探伤方法和探伤结果分级法》GB11345或《钢熔化焊对接接头射线照相和质量分级》GB3323的规定。
一级、二级焊缝的质量等级及缺陷分级,应符合下表的规定。
检查数量:全数检查。
检验方法:检查超声波探伤记录。
一、二级焊缝质量等级及缺陷分级
|
焊缝质量等级 |
一级 |
二级 | |
|
内部缺陷 超声波探伤 |
评定等级 |
Ⅱ |
Ⅲ |
|
检验等级 |
B级 |
B级 | |
|
探伤比例 |
100% |
20% | |
|
内部缺陷 |
评定等级 |
Ⅱ |
Ⅲ |
|
注: 探伤比例的计数方法应按以下原则确定:(1)对工厂制作焊缝,应按每条焊缝计算百分比,且探伤长度应不小于200mm,当焊缝长度不足200mm时,应对整条焊缝进行探伤;(2)对现场安装焊缝,应按同一类型、同一施焊条件的焊缝条数计算百分比,探伤长度应不小于200mm,并应不少于1条焊缝。 | |||
焊缝表面不得有裂纹、焊瘤等缺陷。一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷,且一级焊缝不得有咬边、未焊满、根部收缩等缺陷。
检查数量:每批同类构件抽查10%,但不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%,但不应少于1条;每条检查1处,总抽查数不应少于10处。
检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查。
II 一般项目
对于需要进行焊前预热或焊后热处理的焊缝,其预热温度或后热温度应符合国家现行有关标准的规定或通过工艺试验确定。预热区在焊道两侧每侧宽度均应大于焊件厚度的1.5倍以上,且不应小于100mm;后热处理应在焊后立即进行,保温时间应根据板厚按每25 mm板厚1小时确定。
检查数量:全数检查。
检验方法:检查预、后热施工记录和工艺试验报告。
二级、三级焊缝外观质量标准应符合下表的规定。三级对接焊缝应按二级焊缝标准进行外观质量检验。
二级、三级焊缝外观质量允许偏差(mm)
|
项目 |
允许偏差 | |
|
缺陷类型 |
二级 |
三级 |
|
未焊满 (指不足设计要求) |
≤0.2+0.02t,且≤1.0 |
≤0.2+0.04t,且≤2.0 |
|
每100.0焊缝内缺陷总长≤25.0 | ||
|
根部收缩 |
≤0.2+0.02t,且≤1.0 |
≤0.2+0.04t,且≤2.0 |
|
长度不限 | ||
|
咬边 |
≤0.05t,且≤0.5;连续长度≤100.0,且焊缝两侧咬边总长≤10%焊缝全长 |
≤0.1t且≤0.1,长度不限 |
|
弧坑裂纹 |
- |
允许存在个别长度≤5.0的弧坑裂纹 |
|
电弧擦伤 |
- |
允许存在个别电弧擦伤 |
|
接头不良 |
缺口深度0.05t,且≤0.5 |
缺口深度0.1t,且≤0.1 |
|
每1000.0焊缝不应超过1处 | ||
|
表面夹渣 |
- |
深≤0.2t 长≤0.5t,且≤20.0 |
|
表面气孔 |
- |
每50.0焊缝长度内允许直径≤0.4t,且≤3.0的气孔2个,孔距≥6倍孔径 |
|
注:表内t为连接处较薄的板厚。 | ||
检查数量:每批同类构件抽查10%,但不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%,但不应少于1条;每条检查1处,总抽查数不应少于10处。
检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查。
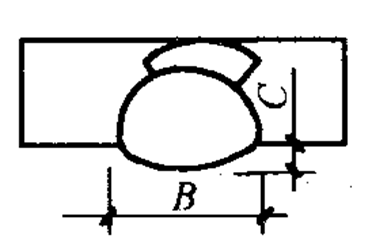
焊缝尺寸允许偏差,应符合下表的规定:
对接焊缝及完全熔透组合焊缝尺寸允许偏差(mm)
|
序号 |
项目 |
图例 |
允许偏差 | |
|
1 |
对接焊缝余高C |
|
一、二级 |
三级 |
|
B<20:0~3.0 B≥20:0~4.0 |
B<20:0~4.0 B≥20:0~5.0 | |||
|
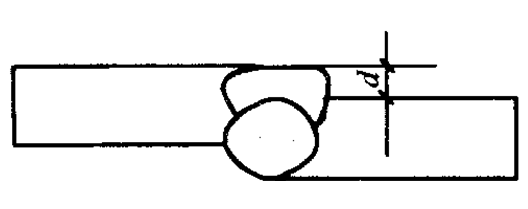
2 |
对接焊缝错边d |
|
d<0.15t,且≤2.0 |
d<0.15t,且≤3.0 |
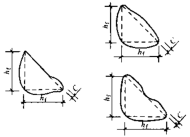
部分焊透组合焊缝和角焊缝外形尺寸允许偏差(mm)
|
序号 |
项目 |
图例 |
允许偏差 |
|
1 |
焊脚尺寸hf |
|
hf≤6: 0~1.5 hf>6: 0~3.0 |
|
2 |
角焊缝余高C |
hf≤6: 0~1.5 hf>6: 0~3.0 | |
|
注:1 hf>8.0mm的角焊缝其局部焊脚尺寸允许低于设计要求值1.0mm,但不得超过焊缝长度10%。; 2 焊接H型梁腹板与翼缘板的焊缝两端在其两倍翼缘板宽度范围内,焊缝的焊脚尺寸不得低于设计值。 | |||
检查数量:每批同类构件抽查10%,但不应少于3件;被抽查构件中,每种焊缝按条数各抽查5%,但不应少于1条;每条检查1处,总抽查数不应少于10处。
检验方法:用焊缝量规检查。
焊成凹形的角焊缝,焊缝金属与母材间应平缓过渡;加工成凹形的角焊缝,不得在其表面留下切痕。
检查数量:每批同类构件抽查10%,但不应少于3件。
检验方法:观察检查。
焊缝感观应达到:外形均匀、成型较好,焊道与焊道、焊道与基本金属间过渡较平滑,焊渣和飞溅物基本清除干净;对焊缝磨平或磨光的具体要求由业主单位、设计单位、总包单位、监理单位和加工单位根据首批构件加工效果共同确认。打磨后的焊缝余高的允许偏差,应符合国家标准的规定。
检查数量:每批同类构件抽查10%,但不应少于3件;被抽查构件中,每种焊缝按数量各抽查5%,总抽查处不应少于5处。
检验方法:观察检查和焊缝量规检查。
焊缝检验及计划
本工程设计要求的一、二级焊缝采用超声波探伤进行内部缺陷的检验,超声波探伤不能判断时采用射线探伤。自检探伤比例:一级焊缝探伤比例为100%,二级焊缝焊缝按条数的20%进行抽检。角焊缝进行磁粉探伤,抽检率20%。
高强度螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。
钢结构用大六角头高强度螺栓的规格、尺寸及重量
|
d (mm) |
公称尺寸 |
12 |
16 |
20 |
(22) |
24 |
(27) |
30 | ||
|
最大 |
12.43 |
16.43 |
20.52 |
22.52 |
24.52 |
27.84 |
30.84 | |||
|
最小 |
11.57 |
15.57 |
19.48 |
21.48 |
23.48 |
26.16 |
29.16 | |||
|
e(mm) |
最小 |
22.78 |
29.56 |
37.29 |
39.55 |
45.2 |
50.85 |
55.37 | ||
|
dw(mm) |
19.2 |
24.9 |
31.4 |
33.3 |
38.0 |
42.8 |
46.5 | |||
|
s (mm) |
最大 |
21 |
27 |
34 |
36 |
41 |
46 |
50 | ||
|
最小 |
20.16 |
26.16 |
33 |
35 |
40 |
45 |
49 | |||
|
h (mm) |
最大 |
7.95 |
10.75 |
13.4 |
14.9 |
15.9 |
17.9 |
19.75 | ||
|
最小 |
7.05 |
9.25 |
11.6 |
13.1 |
14.1 |
16.1 |
17.65 | |||
|
r(mm) |
最小 |
1.0 |
1.0 |
1.5 |
1.5 |
1.5 |
2.0 |
2.0 | ||
|
c(mm) |
最大 |
0.8 |
0.8 |
0.8 |
0.8 |
0.8 |
0.8 |
0.8 | ||
|
最小 |
0.4 |
0.4 |
0.4 |
0.4 |
0.4 |
0.4 |
0.4 | |||
|
z(mm) |
最大 |
2.6 |
3.0 |
3.8 |
3.8 |
4.5 |
4.5 |
5.3 | ||
|
L0(mm) |
25;30 |
30;35 |
35;40 |
40;45 |
45;50 |
50;55 |
55;60 | |||
|
L(mm) |
每1000个螺栓的重量 (kg)≈ | |||||||||
|
公称 |
最小 |
最大 | ||||||||
|
35 40 |
33.75 38.75 |
36.25 41.25 |
49.4 54.2 |
|
|
|
|
|
| |
|
45 |
43.75 |
46.25 |
57.8 |
113.0 |
|
|
|
|
| |
|
50 |
48.75 |
51.25 |
62.5 |
121.3 |
207.3 |
|
|
|
| |
|
55 |
53.5 |
56.5 |
67.3 |
127.9 |
220.3 |
269.3 |
|
|
| |
|
60 |
58.5 |
61.5 |
72.1 |
136.2 |
233.3 |
284.9 |
35732 |
|
| |
|
65 |
63.5 |
66.5 |
76.8 |
144.5 |
243.6 |
300.5 |
375.7 |
503.2 |
| |
|
70 |
68.5 |
71.5 |
81.6 |
152.8 |
256.5 |
313.2 |
394.2 |
527.1 |
658.2 | |
|
75 |
73.5 |
76.5 |
86.3 |
161.2 |
269.5 |
328.9 |
407.1 |
551.0 |
687.5 | |
|
80 |
78.5 |
81.5 |
|
169.5 |
282.5 |
344.5 |
428.6 |
570.2 |
716.8 | |
|
85 |
83.25 |
86.75 |
|
177.8 |
295.5 |
360.1 |
446.1 |
594.1 |
740.3 | |
|
90 |
88.25 |
91.75 |
|
186.1 |
308.5 |
375.8 |
464.7 |
617.9 |
769.6 | |
|
95 |
93.25 |
96.75 |
|
194.4 |
321.4 |
391.4 |
483.2 |
641.8 |
799.0 | |
|
100 |
98.25 |
101.75 |
|
202.8 |
334.4 |
407.0 |
501.7 |
665.7 |
828.3 | |
|
110 |
108.25 |
111.75 |
|
219.4 |
360.4 |
438.3 |
538.8 |
713.5 |
886.9 | |
|
120 |
118.25 |
121.75 |
|
236.1 |
386.3 |
469.6 |
575.9 |
761.3 |
945.6 | |
|
130 |
128 |
132 |
|
252.7 |
412.3 |
500.8 |
612.9 |
809.1 |
1004.2 | |
|
140 |
138 |
142 |
|
|
438.3 |
532.1 |
650.0 |
856.9 |
1062.8 | |
|
150 |
148 |
152 |
|
|
464.2 |
563.4 |
687.1 |
904.7 |
1121.5 | |
|
160 |
156 |
165 |
|
|
490.2 |
594.6 |
724.2 |
952.4 |
1180.1 | |
|
170 |
166 |
174 |
|
|
|
625.9 |
761.2 |
1000.2 |
1238.7 | |
|
180 |
176 |
184 |
|
|
|
657.2 |
798.3 |
1048.0 |
1297.4 | |
|
190 |
186 |
194 |
|
|
|
688.4 |
835.4 |
1095.8 |
1356.0 | |
|
200 |
196 |
204 |
|
|
|
719.7 |
872.4 |
1143.6 |
1414.7 | |
|
220 |
216 |
224 |
|
|
|
782.2 |
946.6 |
1239.2 |
1531.9 | |
|
240 |
230 |
244 |
|
|
|
|
1020.7 |
1334.7 |
1649.2 | |
|
260 |
256 |
264 |
|
|
|
|
|
1430.3 |
1766.5 | |
注:1.括号内的规格,尽可能不采用。
2.虚线以上部分的螺纹长度,按l0栏内的前面数值采用(亦允许螺杆上全部制出螺纹);虚线以下部分的螺纹长度,按l0栏内的后面数值采用。
3.dw的最大尺寸,等于s的实际尺寸。
钢结构用高强度大六角螺母的规格、尺寸及重量
|
d (mm) |
12 |
16 |
20 |
(22) |
24 |
(27) |
30 | |
|
s (mm) |
最大 最小 |
21 20.16 |
27 26.16 |
34 33 |
36 35 |
41 40 |
46 45 |
50 49 |
|
h (mm) |
最大 最大 |
12.3 11.87 |
17.1 16.4 |
20.7 19.4 |
23.6 22.3 |
24.2 22.9 |
27.6 26.3 |
30.7 29.1 |
|
e (mm) dw (mm) |
最小 |
22.78 19.2 |
29.56 24.9 |
37.29 31.4 |
39.55 33.3 |
45.20 38.0 |
50.85 42.8 |
55.37 46.6 |
|
c (mm) |
最大 最小 |
0.8 0.4 |
0.8 0.4 |
0.8 0.4 |
0.8 0.4 |
0.8 0.4 |
0.8 0.4 |
0.8 0.4 |
|
每1000个螺母的重量(kg)≈ |
27.68 |
61.51 |
118.77 |
146.59 |
202.67 |
288.51 |
374.01 | |
注:1.括号内的规格,尽可能不采用。
2. dw的最大尺寸,等于s的实际尺寸。
钢结构用高强度垫圈的规格、尺寸及重量
|
公称直径(螺纹直径d)(mm) |
12 |
16 |
20 |
(22) |
24 |
(27) |
30 | |
|
d1 (mm) |
最大 最小(公称) |
13.43 13 |
17.43 17 |
21.52 21 |
23.52 23 |
25.52 25 |
28.52 28 |
31.62 31 |
|
d2 (mm) |
最大(公称) 最小 |
25 23.7 |
33 31.4 |
40 38.4 |
42 40.4 |
47 45.4 |
52 50.4 |
56 54.1 |
|
t (mm) |
最大 最小 |
3.3 2.5 |
3.3 2.5 |
4.3 3.5 |
5.3 4.5 |
5.3 4.5 |
6.3 5.5 |
6.3 5.5 |
|
c (mm) |
最大 最小 |
1.6 1.2 |
1.6 1.2 |
2.2 1.8 |
2.2 1.8 |
2.2 1.8 |
2.9 2.5 |
2.9 2.5 |
|
每1000个垫圈 的重量(kg)≈ |
9.03 |
15.96 |
29.84 |
39.39 |
50.71 |
72.09 |
81.96 | |
注:括号内的尺寸,尽可能不采用。
Ι主控项目
本工程按规范进行高强度螺栓连接摩擦面的抗滑移系数试验和复验,摩擦系数试件一般做三组,取其平均值。现场处理的构件应单独进行摩擦面抗滑移系数试验,其结果应符合设计要求,摩擦系数大于0.45。
检查数量:见钢结构工程施工质量验收规范GB50205-2001附录B。
检验方法:检查摩擦面抗滑移系数试验报告和复验报告。
高强度大六角头螺栓连接副终拧完成1h后、48h内应进行终拧扭矩检查,检查结果应符合钢结构工程施工质量验收规范的规定。根据施工技术要求,认真调整扭矩扳手。扭矩扳手的扭矩值应在允许偏差范围之内。施工用的扭矩扳手,其误差应控制在±5%以内。校正用的扭矩扳手。其误差应控制在±3%以内。
检查数量:按节点数检查10%,且不应少于10个;每个被抽查节点按螺栓数抽查10%,且不应少于2个。
检验方法:见钢结构工程施工质量验收规范GB50205-2001附录B。
高强度螺栓连接副的施拧顺序和初拧、复拧扭矩应符合设计要求和国家现行行业标准《钢结构高强度螺栓连接的设计施工及验收规程》JGJ82的规定。
检查数量:全数检查资料。
检验方法:检查扭矩扳手标定记录和螺栓施工记录。
高强度螺栓连接副拧后,螺栓丝扣外露应为2-3扣,其中允许有10%的螺栓丝扣外露1扣或4扣。
检查数量:按节点数抽查5%,且不应少于10个。
检验方法:观察检查。
高强度螺栓连接磨擦面应保持干燥、整洁,不应有飞边、毛刺、焊接飞溅物、焊疤、氧气铁皮、污垢等,除设计要求外磨擦面不应涂漆。
检查数量:全数检查。
检验方法:观察检查。
高强度螺栓应自由穿入螺栓孔。高强度螺栓孔不应采用气割扩孔,扩孔数量应征得设计同意,扩孔后的孔径不应超过1.2d(d为螺栓直径)。
检查数量:被扩螺栓孔全数检查。
检验方法:观察检查及用卡尺检查。
高强度大六角头螺栓连接接头的外观质量:
合格 螺栓穿入方向基本一致,外露长度不应少于2扣。
优良 螺栓穿入方向一致,外露长度不应少于2扣,露长均匀。
检查数量:按节点数抽查5%,但不少于10个节点。
检验方法:观察检查。
扭矩法施工的高强度大六角头螺栓终拧质量:
合格:螺栓的终拧扭矩经检查初拧或更换螺栓后,符合现行标准《钢结构工程施工及验收规范》(GB 50205—95)的规定。
优良:螺栓的终拧扭矩经检查一次即符合国家现行标准(GB50205—95)的规定。
检查数量:按节点数抽查10%,担不应少于10个节点;每个被抽查节点按螺栓数抽查10%,但不应少于2个。
当发现终拧扭矩不符合上述现行国家标准时,应扩大抽查该节点螺栓数的20%,当仍有不合格时,应将该节点内螺栓全数检查;当仍有不合格时,应扩大抽查节点数的20%;当仍有不合格时,应对全部节点进行检查。
Ι主控项目
压型金属板、泛水板和包角板等应固定可靠、牢固、防腐涂料涂刷和密封材料敷设应完好,连接件数量、间距应符合设计要求和国家现行有关标准规定。
检查数量:全数检查。
检验方法:观察检查及尺量。
压型金属板应在支承构件上可靠搭接,搭接长度应符合设计要求,且不应小于下表所规定的数值。
检查数量:按搭接部位总长度抽查10%,且不应少于10m。
检验方法:观察和用钢尺检查。
压型金属板在支撑构件上的搭接长度(mm)
|
项目 |
搭接长度 | |
|
截面高度>70 |
375 | |
|
截面高度≤70 |
屋面坡度<1/10 |
250 |
|
屋面坡度≥1/10 |
200 | |
|
墙面 |
120 | |
组合楼板中压型钢板与主体结构(梁)的锚固支承长度应符合设计要求,且不应小于50mm,端部锚固件连接可靠,设置位置应符合设计要求。
检查数量:沿连接纵向长度抽查10%,且不应少于10m。
检验方法:观察和用钢尺检查。
II一般项目
压型金属板安装应平整、顺直、板面不应有施工残留和污物。檐口和墙下端应吊直线,不应有未经处理的错钻孔洞。
检查数量:按面积抽查10%,且不应少于10平方米。
检验方法:观察检查。
压型金属板安装的允许偏差应符合下表的规定。
检查数量:檐口与屋脊的平行度:按长度抽查10%,且不应少于10m。其他项目:每20m长度应抽查1处,不应少于2处。
检验方法:用拉线、吊线和钢尺检查。
压型金属板安装的允许偏差(mm)
|
项目 |
允许偏差 | |
|
屋面 |
檐口与屋脊的平行度 |
12.0 |
|
压型金属板波纹线对屋脊的垂直度 |
L/800,且不应>25.0 | |
|
檐口相邻两块压型金属板端部错位 |
6.0 | |
|
压型金属板卷边板件最大波浪高 |
4.0 | |
|
墙面 |
墙板波纹线的垂直度 |
H/800,且不应>25.0 |
|
墙板包角板的垂直度 |
H/800,且不应>25.0 | |
|
相邻两块压型金属板的下端错位 |
6.0 | |
|
注: L 为屋面半坡或单坡长度 H为墙面高度 | ||
Ι主控项目
栓钉焊接后应进行弯曲试验检查,其焊缝和热影响区不应有肉眼可见的裂纹。
检查数量:每批同类构件抽查10%,且不应少于10件;被抽查构件中,每件检查栓钉的数量1%,但不应少于1个。
检验方法:栓钉弯曲30°后用角尺检查和观察检查。
Ⅱ一般项目
栓钉根部焊脚应均匀,焊脚立面的局部未溶合或不足360°的焊脚应进行修补。
检查数量:按总栓钉数量抽查1%,且不应少于10个。
检验方法:观察检查。
Ι主控项目
防火涂料涂装前钢材表面除锈及防锈底漆涂装应符合设计要求和国家现行有关标准的规定。
检查数量:按构件数抽查10%,且同类构件不应少于3件。
检验方法:表面除锈用铲刀检查和用现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》GB8293规定的图片对照观察检查。底漆涂装用干漆膜测厚仪检查,每个构件检测5处,每处的数值为3个相距50mm测点涂层干漆膜厚度的平均值。
钢结构防火涂料的粘结强度、抗压强度应符合国家现行标准《钢结构防火涂料应用技术规程》CECS2490的规定。检验方法应符合现行国家标准《建筑构件防火喷涂材料性能试验方法》GB9978的规定。
检查数量:每使用100t或不足100t薄涂型防火涂料应抽检一次粘结强度;每使用500t或不足500t厚涂型防火涂料应抽检一次粘结强度和抗压强度。
检验方法:检查复检报告。
薄涂型防火涂料的涂层厚度应符合有关耐火极限的设计要求。厚涂型防火涂料的涂层的厚度,80%及以上面积应符合有关耐火极限的设计要求,且最薄处厚度不应低于设计要求的85%。
检查数量:按同类构件数抽查10%,且均不应少于3件。
检验方法:用涂层厚度测量仪、测针和钢尺检查。测量方法应符合国家现行标准《钢结构防火涂料应用技术规程》CECS2490的规定及《钢结构工程施工质量验收规范》GB50205-2001附录F的规定。
薄涂型防火涂料涂层表面裂纹宽度不应大于0.5mm;厚涂型防火涂料涂层表面裂纹宽度不应大于1mm。
检查数量:按同类构件数抽查10%,且均不应少于3件。
检验方法:观察和用量尺检查。
Ⅱ一般项目
防火涂料涂装基层不应有油污、灰尘和泥沙等污垢。
检查数量:全数检查。
检验方法:观察检查。
防火涂料不应有误涂、漏涂,涂层应闭合无脱层、空鼓、明显凹陷、粉化松散和浮浆等外观缺陷,乳突已剔除。
检查数量:全数检查。
检验方法:观察检查。
Ι主控项目
本工程型钢混凝土柱中钢构件的预留孔参照“钢结构工程施工质量验收规范GB50205-2001”中二类孔的规定。孔壁表面粗糙度Ra不应大于25μm,其允许偏差应符合下表规定。
检查数量:按钢构件数量抽查10%,且不应少于3件。
检验方法:用游标卡尺或孔径量规检查。
预留孔的允许偏差(mm)
|
项目 |
允许偏差 |
|
直径 |
+1.0 |
|
圆度 |
2.0 |
|
垂直度 |
0.03t且不应大于2.0 |
Ⅱ一般项目
预留孔孔距的偏差应符合下表的规定。
检查数量:按钢构件数量抽查10%,且不应少于3件。
检验方法:用钢尺检查。
|
孔距范围 |
≤500 |
501~1200 |
|
同一组内 任意两孔间距离 |
±1.0 |
±1.5 |
根据工程的实际情况,按地下工程和地上工程分阶段进行阶段验收.,由业主组织质监站、设计、监理、施工单位验收
本工程所有钢构件安装到位,完成所有工序,竣工资料整理齐全,由业主组织质监站、设计、监理、施工单位进行整体验收。
钢结构分部工程有关安全及功能的检验和见证检测项目按下表规定执行,检验应在其分项工程验收合格后进行。
钢结构分部(子分部)工程有关安全及功能的检验和见证检测项目
|
项次 |
项目 |
抽检数量及检验方法 |
合格质量标准 |
备注 |
|
1 |
见证取样送样试验项目 (1) 钢材及焊接材料复验 (2) 高强度螺栓预拉力、扭矩系数复验 (3) 摩擦面抗滑移系数复验 (4) 网架节点承载力试验 |
见《钢结构工程施工质量验收规范》50205-2001第4.2.2、4.3.2、4.4.2、4.4.3、6.3.1、12.3.3条规定 |
符合设计要求和现行国家有关产品标准的规定 |
|
|
2 |
焊缝质量 (1) 内部缺陷 (2) 外观缺陷 (3) 焊缝尺寸 |
一、二及焊缝按焊缝处数随机抽检3%,且不应少于3处;检验采用超声波或射线探伤及规范(同上)第5.2.6、5.2.8、5.2.9条方法 |
《钢结构工程施工质量验收规范》50205-2001第5.2.4、5.2.6、5.2.8、5.2.9条规定 |
|
|
3 |
高强度螺栓施工质量 (1) 终拧扭矩 (2) 梅花头检查 (3) 网架螺栓球节点 |
按节点数随机抽检3%,且不应少于3个节点,检验按规范(同上)第6.3.2、6.3.3、6.3.8条方法执行 |
按规范(同上)第6.3.2、6.3.3、6.3.8条的规定 |
|
|
4 |
柱脚及网架支座 (1) 锚栓紧固 (2) 垫板、垫块 (3) 二次灌浆 |
按柱脚及网架支座数随机抽检10%,且不应少于3个;采用观察和尺量等方法进行检验 |
符合设计要求和规范(同上)的规定 |
|
|
5 |
主要构件变形 (1) 钢屋架、桁架、钢梁、吊车梁等垂直度和侧向弯曲 (2) 钢柱垂直度 (3) 网架结构扰度 |
除网架结构外,其它按构件数随机抽检3%,且不应少于3个;检验方法按规范(同上)第10.3.3、11.3.2、11.3.4、12.3.4条执行 |
按规范(同上)第10.3.3、11.3.2、11.3.4、12.3.4条规定 |
|
|
6 |
主体结构尺寸 (1) 整体垂直度 (2) 整体平面弯曲 |
规范(同上)第10.3.4、11.3.5条的规定 |
规范(同上)第10.3.4、11.3.5条的规定 |
|