在工业生产废水尤其是煤泥水治理环节,加药系统既是水质稳定达标的关键,也是长期以来劳动强度大、安全隐患多、智能化程度偏低的痛点环节。传统絮凝剂人工上药、螺旋布药易堵管、药剂消耗无精准计量、现场依赖人工巡检等问题,不仅制约生产效率,也与矿山、污水处理等场景的智能化、无人化建设要求存在明显差距。
为破解上述难题,本文围绕生产废水处理智能化配加药系统的机器人加药模块系统展开介绍,从现有工艺痛点、项目建设目标、总体设计方案及核心功能实现等方面,系统阐述一套可实现密封储药、机器人自动抓取、智能配药、药剂自动转移与精准加药的一体化解决方案,为同类废水处理加药系统升级改造提供技术参考与实践思路。
一、工艺现状
目前,加药系统基本实现了通过检测浓缩池入料浓度和浓缩池溢流水浊度等数据,合理控制药剂添加量,并将现有的自动加药机通过PLC通信引入调度中心控制,实现配药、加药一体化、智能化。
二、目前来看浓缩加药系统仍然存在一些问题:
①絮凝剂采用人工上药,劳动强度大,现场易出现撒料,因絮凝剂物理特性因素造成地面湿滑,存在不安全隐患;
②目前大多加药机布药方式采用螺旋给药机送药、利用风机将药吹送至搅拌桶,极易堵螺旋给药机及上药管路,处理难度较大,影响煤泥水管控;
③药剂使用量和库存情况缺少有效诊断分析功能,无计量和缺料报警,不利于生产管控;
④现场需人工巡检,尚未实现完全智能化、无人化,这与智能化建设要求还存在一定差距;
三、项目建设目标
通过安装浓缩加药机器人系统,降低人工成本,实现药剂的自主添加,自动配药、加药一体化、无人化。

四、总体设计和功能
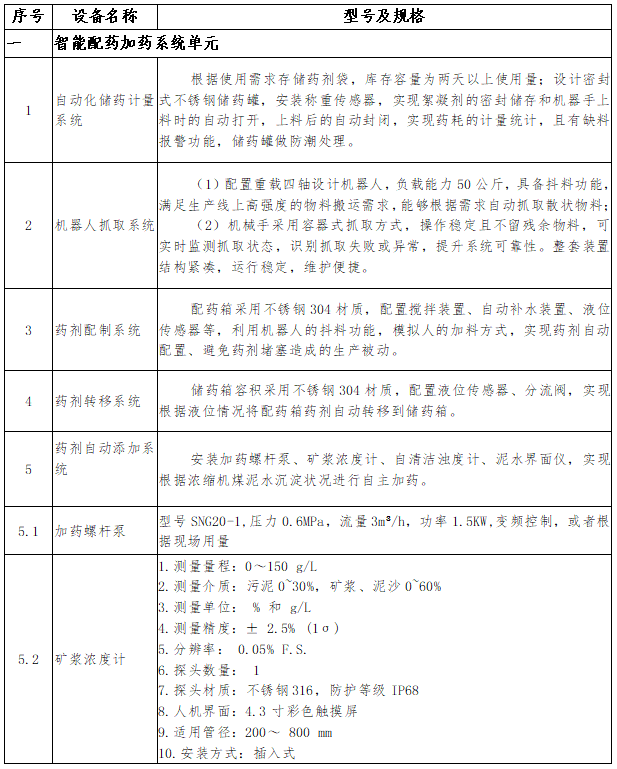
(一)自动化储药计量系统
设计密封式不锈钢储药罐,安装称重传感器,实现絮凝剂的密封储存和机器手上料时的自动打开,上料后的自动封闭,实现药耗的计量统计,储药罐做防潮处理。
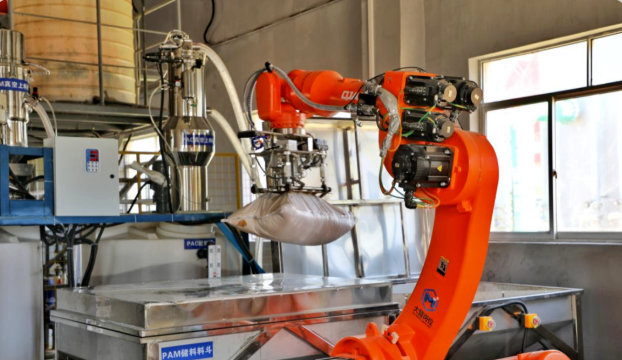
(二)机器人抓取系统
(1)配置重载四轴设计机器人,负载能力50公斤,具备抖料功能,满足生产线上高强度的物料搬运需求,能够根据需求自动抓取散状物料;
(2)机械手采用容器式抓取方式,操作稳定且不留残余物料,可实时监测抓取状态,识别抓取失败或异常,提升系统可靠性。整套装置结构紧凑,运行稳定,维护便捷。
(三)药剂配制系统
配药箱采用不锈钢304材质,配置搅拌装置、自动补水装置、液位传感器等,利用机器人的抖料功能,模拟人的加料方式,实现药剂自动配置、避免药剂堵塞造成的生产被动。
(四)药剂转移系统
储药箱容积采用不锈钢304材质,配置液位传感器、分流阀,实现根据液位情况将配药箱药剂自动转移到储药箱。
(五)药剂自动添加系统
安装加药螺杆泵、矿浆浓度计、自清洁浊度计、泥水界面仪,实现根据浓缩机煤泥水沉淀状况进行自主加药。
五、主要设备清单如下图(包含但不限于)